Hutsean gas hozteko labe horizontala ganbera bakarrekoa




Zer da hutsean gasa itzaltzea?
Hutsean dagoen gas bidezko hoztea pieza hutsean berotzeko eta ondoren hozte-gasean azkar hozteko prozesua da, presio eta emari handikoa dena, piezaren gainazaleko gogortasuna hobetzeko.
Ohiko gas-hoztearekin, olio-hoztearekin eta gatz-bainu-hoztearekin alderatuta, hutsean presio handiko gas-hozteak abantaila nabariak ditu: gainazalaren kalitate ona, oxidaziorik eta karburaziorik ez; Hozte-uniformetasun ona eta piezaren deformazio txikia; Hozte-indarraren kontrol ona eta hozte-tasa kontrolagarria; Produktibitate handia, hozte osteko garbiketa-lana aurreztuz; Ingurumen-kutsadurarik ez.
Hutsean presio handiko gas bidezko hozterako egokiak diren material asko daude, batez ere: altzairu azkarra (ebaketa-erremintak, metalezko moldeak, trokelak, neurgailuak, erreakzio-motorretarako errodamenduak), tresneria-altzairua (erloju-piezak, euskarriak, prentsak), trokel-altzairua, errodamendu-altzairua, etab.
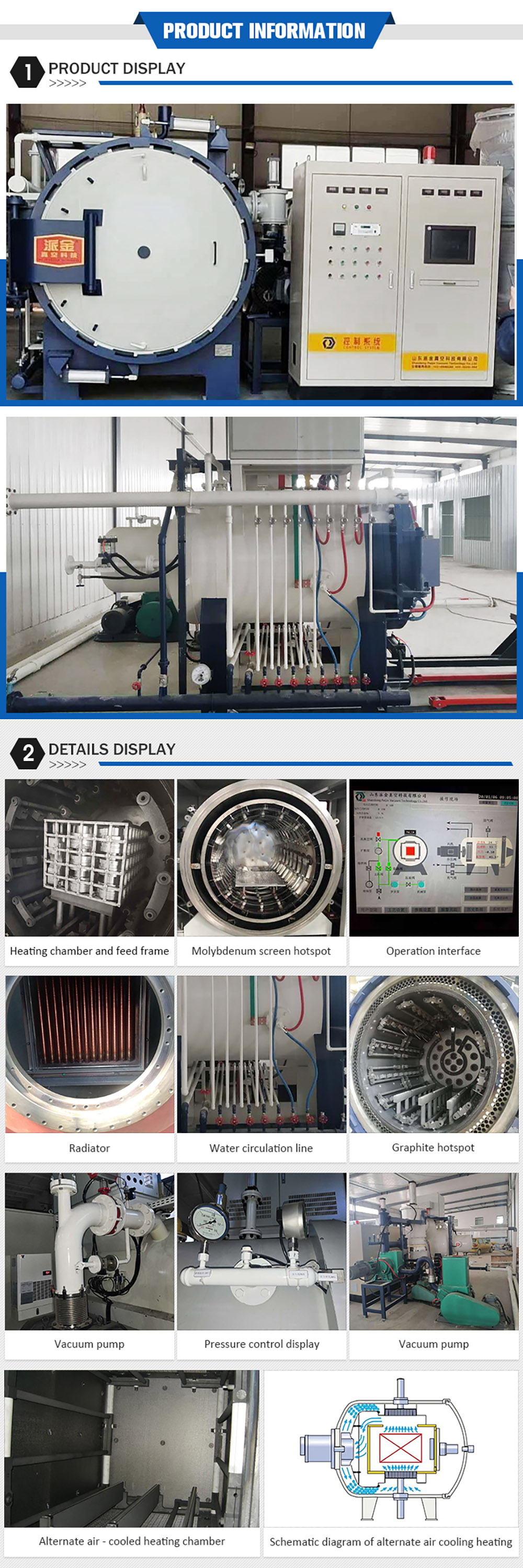
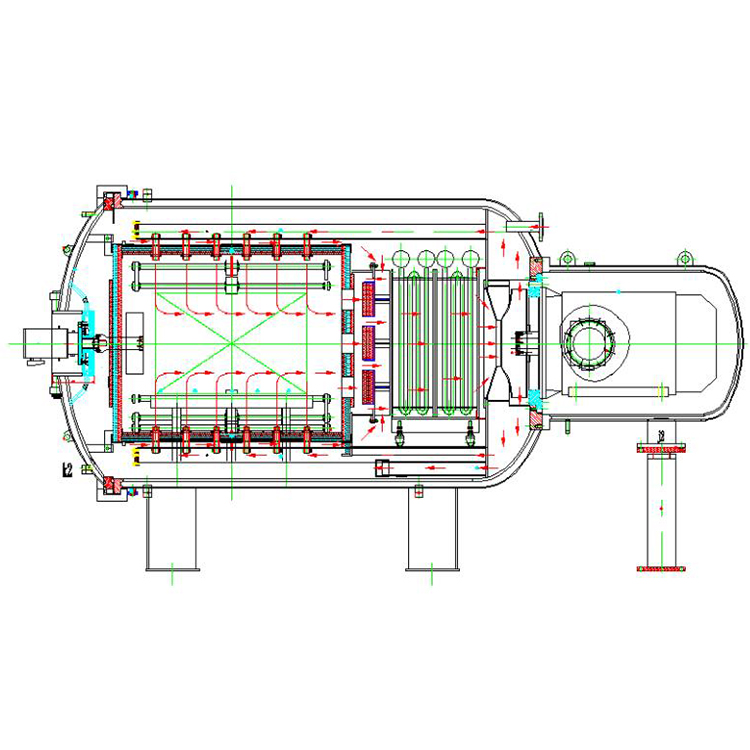
Paijin hutsean gasa hozteko labea hutsean dagoen labe bat da, eta honako hauek ditu: labearen gorputza, berotze-ganbera, nahasketa beroko haizagailua, hutsune-sistema, gasa betetzeko sistema, hutsune-presio partzialeko sistema, kontrol-sistema elektrikoa, ur-hozte sistema, gasa hozteko sistema, sistema pneumatikoa, labearen elikadura automatikoko gurdia eta elikatze-sistema.



Aplikazioa
Paijin hutsean gasa hozteko labeaegokia da altzairu trokelduna, altzairu azkarra, altzairu herdoilgaitza eta abar bezalako materialen hozte-tratamendurako; altzairu herdoilgaitza, titanioa eta titanio aleazioa bezalako materialen disoluzio-tratamendurako; hainbat material magnetikoren erreketa-tratamendua eta tenplatze-tratamendua; eta hutsean soldadura egiteko eta hutsean sinterizatzeko erabil daiteke.

Ezaugarriak
1. Hozte-abiadura handia:eraginkortasun handiko bero-trukagailu karratua erabiliz, hozte-tasa % 80 handitzen da.
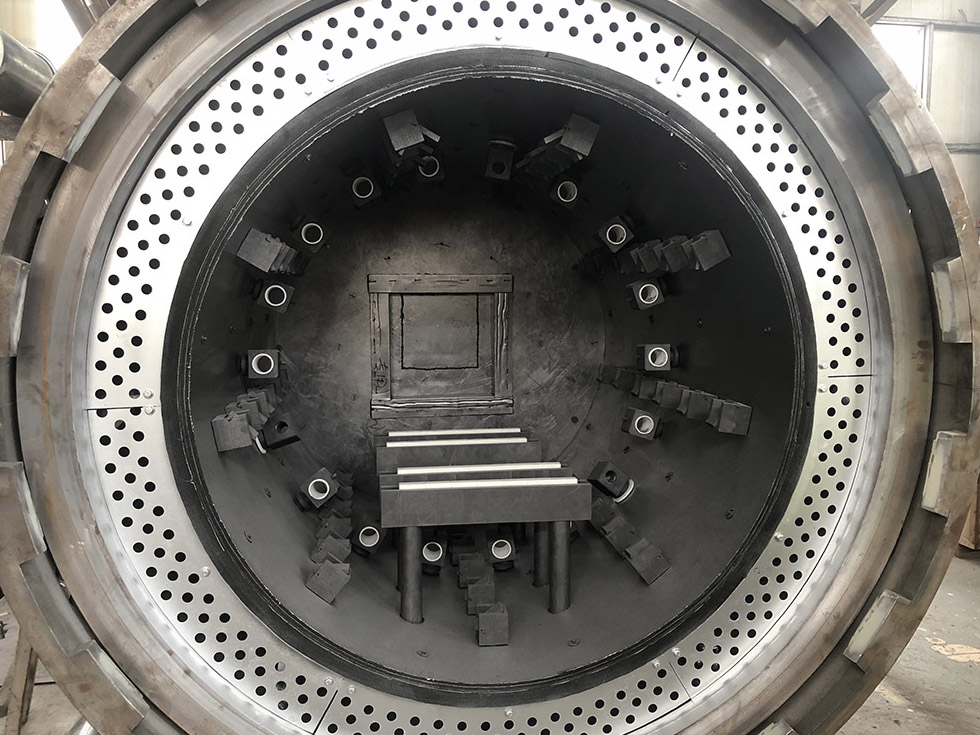
2. Hozte-uniformetasun ona:Aire-toberak berotze-ganberaren inguruan modu uniformean eta mailakatuan daude kokatuta.
3. Energia Aurrezpen Handia:Aire-hodiak automatikoki itxiko dira berotze-prozesuan, eta horrek energia-kostua % 40 murrizten du.
4. Tenperatura uniformetasun hobea:berogailu elementuak berogailu ganberaren inguruan uniformeki kokatuta daude.
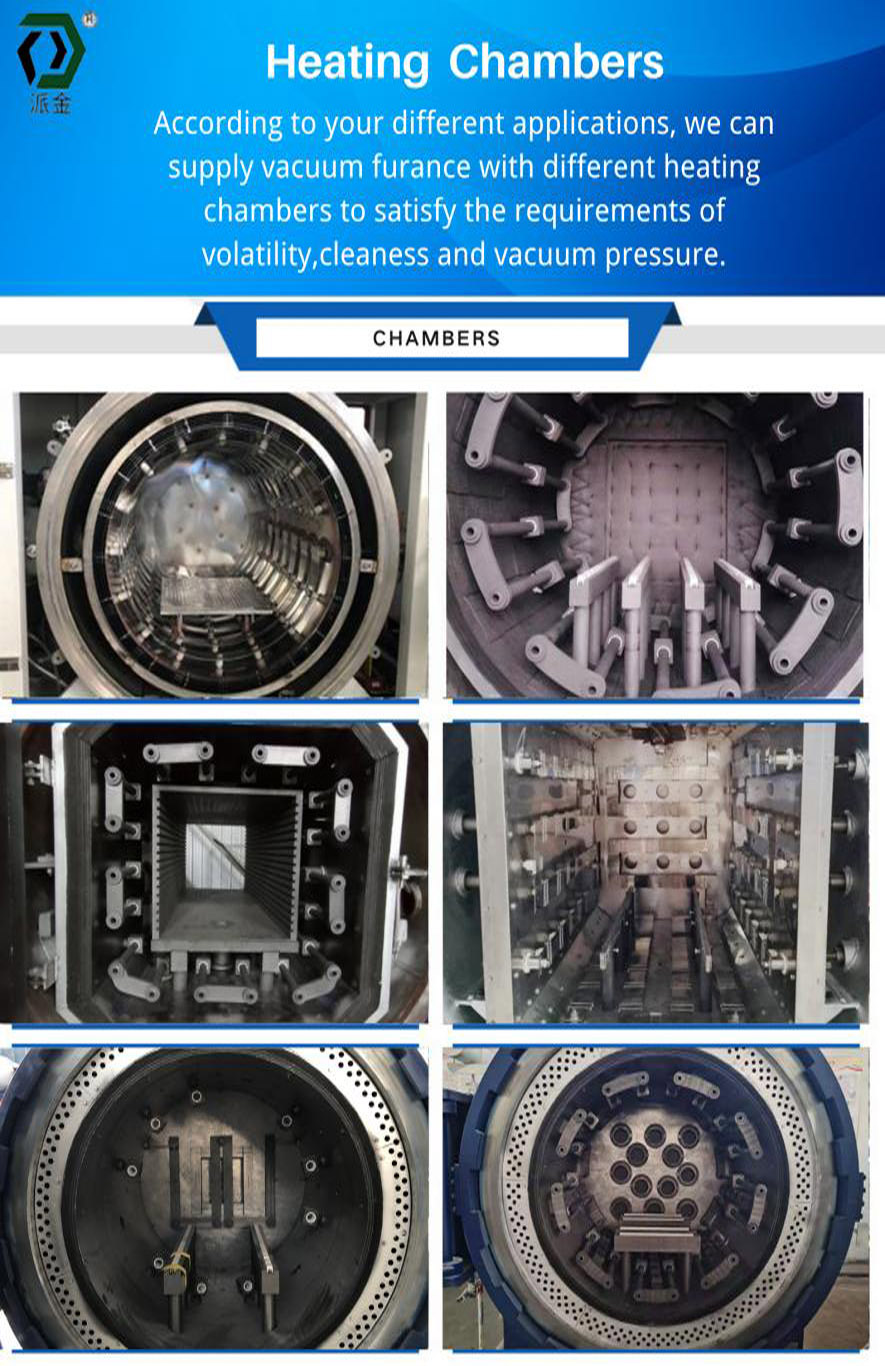
5. Prozesu-ingurune desberdinetarako egokia:Berogailu-ganberaren isolamendu-geruza konpositezko isolamendu-geruza gogor batez edo metalezko isolamendu-pantailaz egina dago, hainbat ingurunetarako egokia.
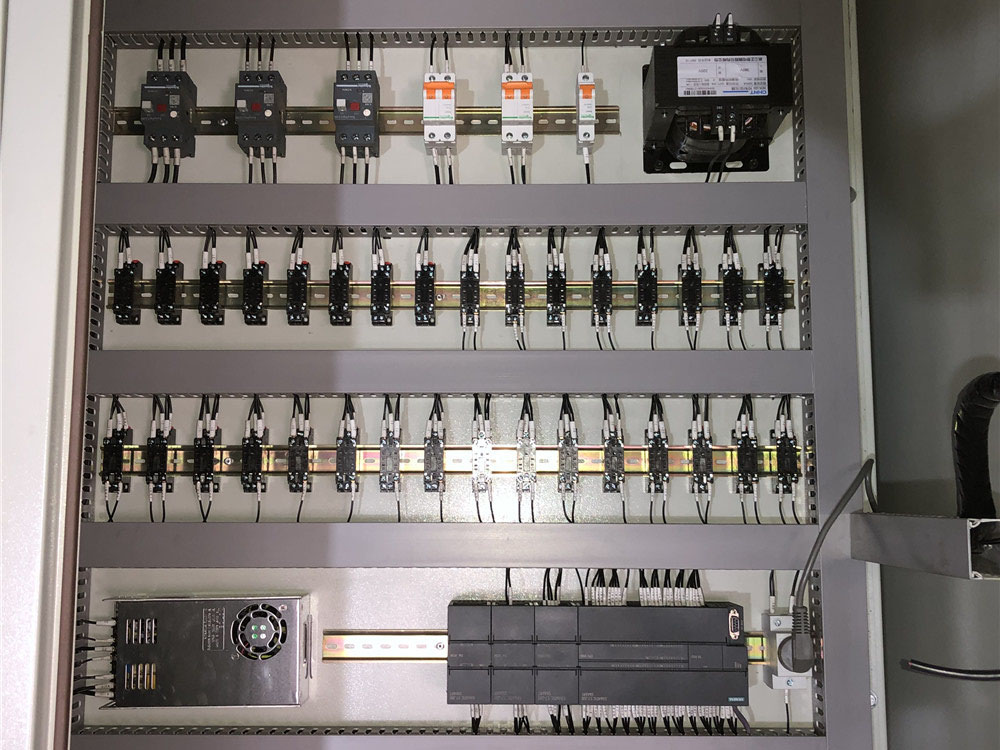
6. Prozesuen programaziorako adimentsua eta erraza, ekintza mekaniko egonkorra eta fidagarria, automatikoki, erdi-automatikoki edo eskuz alarma eragiten eta akatsak bistaratzen ditu.
7. Maiztasun-bihurketa kontrolatzeko gas-itzaltze-haizagailua, konbekzio bidezko aire-berogailua aukerakoa, 9 puntuko tenperatura-inkesta aukerakoa, presio partzialeko itzaltzea eta itzaltze isotermikoa.
8. AI kontrol sistema osoarekin eta eskuzko sistema eragile gehigarri batekin.
Eredu estandarraren zehaztapena eta parametroak
| Eredu estandarraren zehaztapena eta parametroak | |||||
| Modeloa | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Eremu bero eraginkorra LWH (mm) | 500*500 * 700 | 600 * 600 * 900 | 700*700 * 1100 | 800*800 * 1200 | 900*900 * 1600 |
| Karga-pisua (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Gehienezko tenperatura (℃) | 1350 | ||||
| Tenperatura kontrolaren zehaztasuna (℃) | ±1 | ||||
| Labearen tenperaturaren uniformetasuna (℃) | ±5 | ||||
| Hutsune-gradu maximoa (Pa) | 4.0 * E -1 | ||||
| Presioaren igoera-tasa (Pa/H) | ≤ 0,5 | ||||
| Gasaren itzaltze-presioa (Bar) | 10 | ||||
| Labearen egitura | Horizontala, ganbera bakarrekoa | ||||
| Labearen atea irekitzeko metodoa | Txarnaren mota | ||||
| Berogailu elementuak | Grafitozko berogailu elementuak | ||||
| Berokuntza-ganbera | Grafitozko feltro gogorraren eta feltro bigunaren konposizio-egitura | ||||
| Gasa itzaltzeko fluxu mota | Fluxu bertikal txandakatua | ||||
| PLC eta elementu elektrikoak | Siemens | ||||
| Tenperatura-kontrolagailua | EUROTHERM | ||||
| Hutsean ponpa | Ponpa mekanikoa eta sustraien ponpa | ||||
| Aukerako tarte pertsonalizatuak | |||||
| Gehienezko tenperatura | 600-2800 ℃ | ||||
| Tenperatura maximoa | 6,7 * E -3 Pa | ||||
| Gasaren itzaltze-presioa | 6-20 barra | ||||
| Labearen egitura | Horizontala, bertikala, ganbera bakarra edo ganbera anitzekoa | ||||
| Atea irekitzeko metodoa | Txanga mota, altxatzeko mota, mota laua | ||||
| Berogailu elementuak | Grafitozko berogailu elementuak, Mo berogailu elementuak | ||||
| Berokuntza-ganbera | Grafitozko feltro konposatua, metalezko islatzaile pantaila osoa | ||||
| Gasa itzaltzeko fluxu mota | Gas-fluxu alterno horizontala; Gas-fluxu alterno bertikala | ||||
| Hutsean ponpak | Ponpa mekanikoa eta sustraien ponpa; Ponpa mekanikoak, sustraien ponpak eta difusio ponpak | ||||
| PLC eta elementu elektrikoak | Siemens; Omron; Mitsubishi; Siemens | ||||
| Tenperatura-kontrolagailua | EUROTHERM;SHIMADEN | ||||
Kalitate kontrola
Kalitatea produktuen espiritua da, fabrika bat erabakitzeko puntu nagusia da'ren etorkizuna. Paijinek kalitatea hartzen du lehentasun nagusitzat gure eguneroko lanean. Gure produktuen kalitate ona bermatzeko, 3 alderdiri arreta handia jarri diegu.
1. Garrantzitsuena: Gizakia. Gizakia da lan guztietan punturik garrantzitsuena. Langile berri bakoitzarentzat prestakuntza ikastaro osoak ditugu, eta langile bakoitza maila jakin batean (junior, ertaina, goi mailakoa) sailkatzeko sailkapen sistema dugu, maila desberdineko langileak lanpostu desberdinetarako izendatzen dira soldata desberdinekin. Sailkapen sistema honetan,'Ez da trebetasuna bakarrik, baita erantzukizunaren eta errore-tasaren, botere exekutiboaren eta abarren maila ere. Horrela, gure fabrikako langileak prest daude beren lanean onena egiteko. Eta kalitate-kudeaketa arauak zorrotz betetzen dituzte.
2. Material eta osagai onenak: Merkatuko material onenak bakarrik erosten ditugu, badakigu materialetan dolar bat aurrezteak azkenean 1000 dolar kostatuko liratekeela. Osagai elektrikoak eta ponpak bezalako pieza gakoak Siemens, Omron, Eurotherm, Schneider eta abar bezalako markako produktuak dira. Txinan egindako beste piezen kasuan, industriako fabrika onena aukeratzen dugu eta produktuaren kalitatea bermatzeko kontratua sinatzen dugu haiekin, labean erabiltzen ditugun osagai guztiak kalitate gorenekoak direla ziurtatzeko.
3. Kalitate kudeaketa zorrotza: 8 kalitate kontrol puntu ditugu labeen ekoizpen prozesuetan, kontrol puntu bakoitzean 2 langilek egiten dute azterketa eta fabrikako zuzendari bat da arduraduna. Kontrol puntu hauetan, materialak eta osagaiak, eta labearen alderdi guztiak bikoiztu egiten dira haien kalitatea bermatzeko. Azkenik, labea fabrikatik irten aurretik, tratamendu termikoko esperimentuen bidez egiaztatu behar da.